Leveänauhahionnassa on otettava huomioon monia tekijöitä, jotta hionta-tuloksesta saadaan halutunlainen ja laitteen tehokkuus olisi mahdollisimman hyvä. Esimerkiksi hiomamateriaalin valinta on siis erittäin tärkeässä asemassa, mutta myös tekijät kuten hiomalaitteiden säädöt ja käsittely sekä hiomanopeus ovat olennaisia.
Nauhan käyttöiän optimointi
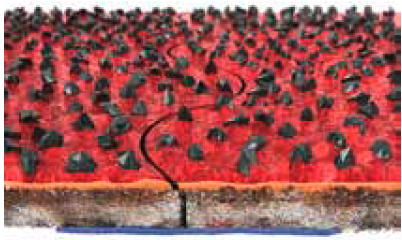
Nauhan hiontaominaisuudet heikentyvät nauhan vähitellen tukkeutuessa käytön aikana. Kun hiomanauhaa on käytetty tietyn ajan, ilmenee tukkeutumista niin runsaasti, että geometristen virheiden riski hiottavassa materiaalissa kasvaa. Lisätukkeumat saavat hiottavan materiaalin palamaan seurauksena suuresta kitkasta, joka aiheutuu nauhan tukkeuduttua, sillä silloin puuaineen poistoon tarvitaan suurempi paine.
Hiontakustannuksia on helppo vähentää valitsemalla kuhunkin käyttö-tarkoitukseen parhaiten soveltuva tuote.
Toimi seuraavien ohjeiden mukaisesti:
• valitse oikeanlainen hiomajyvä
• valitse oikeanlainen pintarakenne
• valitse optimaalinen karkeusjärjestys
• vältä hiontaa liian hienoilla hiomajyvillä
Nauhan käyttöikää voi pidentää varmistamalla, että hiomalaite on oikea ja sitä käytetään oikein:
• valitse kuhunkin työvaiheeseen oikeantyyppinen hiomakone
• säädä hiomakone oikein
• varmista koneen huolto
• varmista riittävä pölynpoisto
Karkeudet ja karkeuden valinta

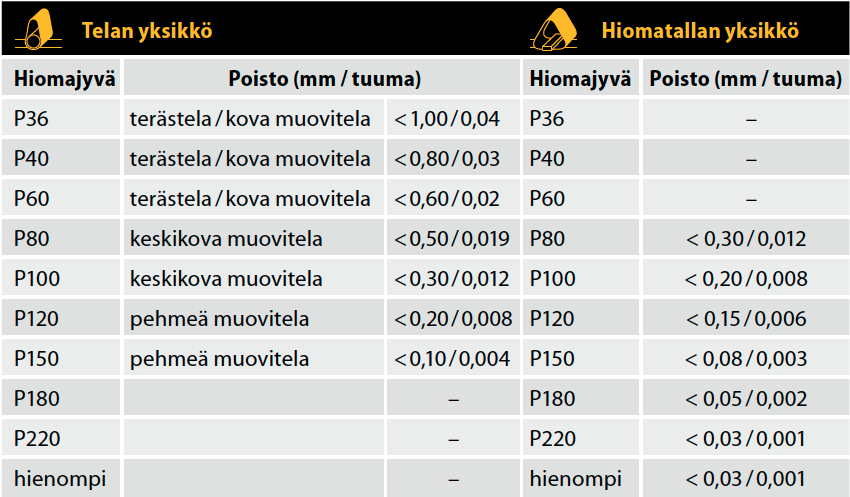
Ensimmäistä hiomanauhaa käytetään yleensä aineenpoistoon ja muita nauhoja käytetään vain pinnan hiomiseksi sileäksi. Yleensä ensimmäiseen hiontayksikköön kuuluu tela, joka on valmistettu esimerkiksi teräksestä tai kovasta muovista. Tela, jonka kanssa käytetään karkeaa (P36–P100) nauhaa, sopii erinomaisesti tehokkaaseen aineenpoistoon.
Kun hiottavasta pinnasta halutaan erityisen tasainen, hionnassa käytetään useimmiten hiontayksiköitä, joissa on pehmeästä muovista valmistettu tela tai hiomatalla. Näissä yksiköissä hiomajyvän karkeus on P120–P320.
Kerrosten välisessä hionnassa ja välihionnassa käytetään useimmiten hiomatuotteita, joiden karkeus on P320–P800, ja erittäin pehmeää kumitelaa tai pehmeää hiomatallaa. Hiomanauhat kannattaa valita siten, että niiden karkeudet vaihtuvat hionnan aikana vain yhden asteen kerrallaan. Esimerkki hyvästä vaihtamisjärjestyksestä on P80–P120–P180, kun taas järjestys
P60–P120–P220 aiheuttaa usein ongelmia pinnan viimeistelyssä ja lyhentää tuotteiden käyttöikää.
Eri karkeuksien käyttösuositukset:
• P24-P80: Voimakkaaseen hiontaan, kalibrointiin
• P100-P320: Keskikarkeaan hiontaan, puunhiontaan
• P320-P1200: Hienoon hiontaan, välihiontaan
Aineenpoisto yksikköä kohti
Kolminauhakoneella aineenpoiston aloituspisteen yksikköä kohti voi jakaa seuraavasti:
• Asema 1 ~ 60 %
• Asema 2 ~ 30 %
• Asema 3 ~ 10 %
Kaksinauhakoneella jako voi olla seuraava:
• Asema 1 ~ 75 %
• Asema 2 ~ 25 %
Hyvä tapa varmistaa, ovatko asetukset oikein, on verrata, miten nauhoja käytetään suhteessa toisiinsa. Jos säädöt on suoritettu karkeusjärjestyksen ja koneen vaatimuksien mukaisesti, nauhoja käytetään samalla nopeudella.
Suurin mahdollinen poistomäärä:
Hiontanopeudet
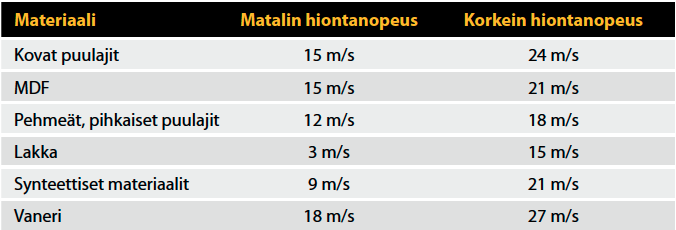
Yleinen sääntö on, että aineen poisto on sitä tehokkaampaa mitä korkeampi nauhan nopeus on. Korkeammalla hiontanopeudella kitkan aiheuttama kuumuus ja kuormitus lisääntyvät, mikä lyhentää nauhan käyttöikää. Erilaiset materiaalit vaativat erilaisia hiontanopeuksia.
Materiaalit ja suositellut hiontanopeudet:
Nauhaliitokset
Nauhaliitokset ovat olennainen tekijä nauhahiontaa. Liitosten on oltava yhtä vahvoja kuin hiomamateriaali, mutta ne eivät missään tapauksessa saa olla liian paksuja tai ohuita hiomamateriaaliin verrattuna. Nauhojen pitää olla lisäksi oikean muotoisia ja pituisia.
Nauhaliitostyypit
A-liitos

A-liitosta käytetään useimmiten paperista tehdyissä hiomanauhoissa. A-liitos on päällekkäisliitos, jossa ei ole katkosta hiomapuolella, eli liitos ei katkaise pintaa.
A-liitoksella hiomanauhasta tulee tasavahva, myös liitoskohdassa. Näin vältytään liitoksen aiheuttamilta jäljiltä, ja hiomapinnasta tulee sileä.
B-liitos

B-liitos on yleisin tapa liittää hiomanauhoja, joissa on kangastausta. B-liitos on päällekkäisliitos, jossa on katkos hiomapuolella. Kankaat ovat liitoksen kohdalla päällekkäin ja tämän vuoksi liitosalueella ei ole hiovaa materiaalia. Näin saadaan tasainen paksuus läpi koko tuotteen. B-liitos sopii myös erityisille paperituotteille, kuten Mirkan Ultimaxille.
T-liitos

T-liitosta käytetään yleensä pienissä kangasnauhoissa, joiden on oltava kestäviä ja joustavia. T-liitos on suora leikkaus nauhan läpi eikä päällekkäisyyttä ole, vaan liitos tehdään nauhan taustapuolella olevan teipin avulla.
TS-liitos
TS-liitos on samankaltainen kuin T-liitos, mutta siinä hiomanauhan liitospäät on leikattu eri tavalla. TS-liitoksella vältetään T-liitoksen mahdollisesti aiheuttama saranaefekti. TS-liitokset ovat yleisimpiä keskikarkeissa ja kangastaustaisissa nauhoissa, vaikka niitä voidaan tehdä myös paperitaustaisiin nauhoihin.
TT-liitos

TT-liitos tehdään kiinnittämällä teippi nauhan hiomapuolelle. Tämä erikoisliitos soveltuu eritoten hiomatallalla tehtävään muotohiontaan.
Leveänauhojen varastointi
Seuraamalla leveänauhan varastointia koskevia yksinkertaisia perussääntöjä voit varmistua siitä, että nauhat säilyvät vahingoittumattomina ja täysin toimintakelpoisina.
• Säilytä nauhat avaamattomissa pakkauksissaan käyttöönottoon saakka.
• Nauhat voi ripustaa roikkumaan vaakasuoraan ennen käyttöä, jotta niiden käsittely on helpompaa.
• Oikea varastointilämpötila on 15–25 °C.
• Jotta nauhat säilyttävät muotonsa, suhteellisen ilmankosteuden tulisi olla 35–60 %.
• Leveiden nauhojen on oltava yhtä kosteita koko leveydeltä. Älä ripusta nauhoja lähelle kylmää seinää tai lämmönlähdettä. Älä altista nauhoja suoralle auringonvalolle.
Nauhahionnassa esiintyviä ongelmia
Tässä osassa kuvataan tyypillisiä ongelmia, joita voi ilmetä leveitä nauhoja käytettäessä. Ensin on hyvä selvittää ongelman syy, jotta sen voi korjata oikein.
Mahdollisia ongelmia
Poikittaisen liitoksen aiheuttamat jäljet
• Tarkista nauhan liitoksen kunto.
• Toimiiko kone oikein? Etenkin viallisesti toimiva tela voi aiheuttaa sen, että liitoksesta jää jälkiä hiottavaan pintaan.
• Onko hiontayksikkö vääränlainen? Jos kovan telan hiontapinta on lyhyt, on toden näköisempää, että hiottavaan pintaan syntyy liitoksen aiheuttamia jälkiä, kuin jos siinä käytetään pehmeää hiomatallaa.
Positiiviset juovat (puukappaleesta esiin tulevat juovat)
• Aiheuttaako nauhan heilahtelu kapeita, kuviomaisia juovia? Ne syntyvät yleensä siitä, että työstettävässä kappaleessa on teräviä osia, jotka tuhoavat hiomatuotteen. Vaihda nauha ja tarkista, onko työstettävässä kappaleessa teräviä osia.
• Leveitä suoria juovia? Ne ovat tyypillinen ongelma hiomateloja ja -talloja käytettäessä. Puhdista talla ja kalibroi tela.
Negatiiviset juovat
• Leveitä suoria juovia? Yleisin ongelma on hiomatallassa oleva pöly. Vaihda
talla tai vaihda tarvittaessa grafiittikangas.
• Kapeita suoria juovia? Pieniä puun palasia tai pölyä voi olla juuttunut kiinni paininjalkaan. Puhdista kone.
Nauhan rikkoutuminen: Onko nauha rikkoutunut?
• Tarkista koneen värähtely ja puhdista kone sisäpuolelta.
• Tarkasta nauhojen varastointi (ks. kohta Leveänauhojen varastointi).
• Älä poista ainetta liikaa. Älä käytä tukkeutuneita nauhoja.
• Tarkista nauhan liitoksen kunto.
Nauhojen käyttöikä lyhyt: Tukkeutuuko nauha?
• Älä poista ainetta liikaa hiontayksikköä kohden. Tarkista koneen säädöt.
• Varmista, että käytät oikeaa tuotetta ja karkeusjärjestystä.
• Varmista, että puhdistusjärjestelmä ja pölynpoisto toimivat oikein.
• Käytä hiontaan koko nauhan leveyttä.
Epätasainen pinta: Tuntuuko pinta epätasaiselta?
• Karkeusjärjestyksen vaihteluvälit ovat liian suuria.
• Aineenpoisto on tehty hiomayksiköllä, jonka hiomapinta on liian pehmeä.
Pyydä tarjous myynnistämme:
myynti@rakennushelasto.fi
044 550 2178
Artikkeli kopioitu 14.9.2020 Mirkan tuote-esitteestä